
 Språk
Språk

Få et tilbud
Aluminiumshylser for ståltau: Strengstyrke, dimensjonering og sviktmodus
En aluminiumshylse skaper en kaldsveiset mekanisk binding, ikke bare et klempunkt
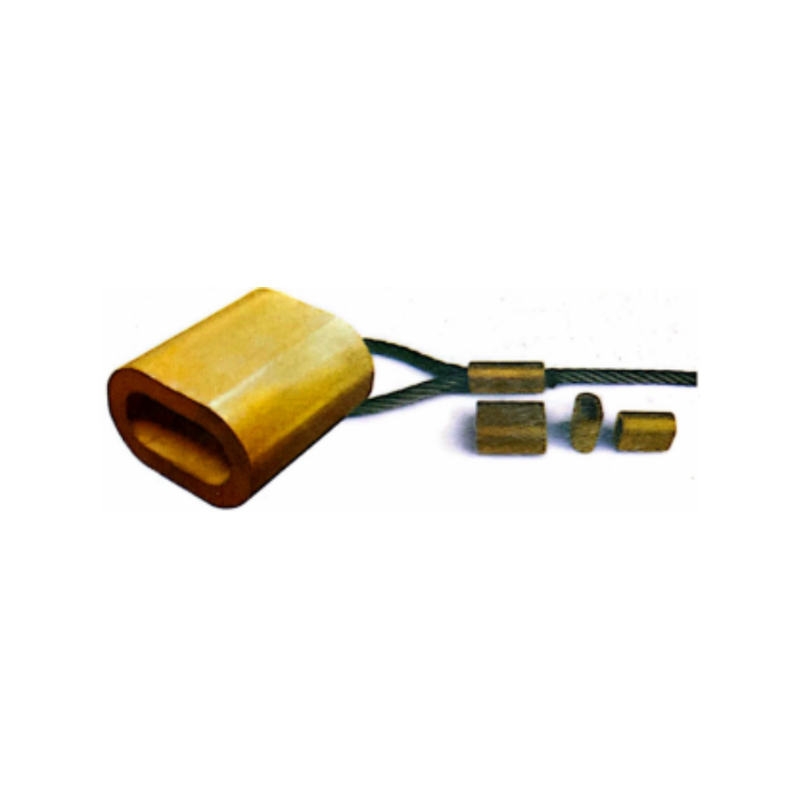
A ståltau aluminiumshylse , riktig kjent som en smykkehylse eller hylse, fungerer som en termineringsbeslag som permanent fester enden av et ståltau inn i et øye eller skjøt. Når det komprimeres med riktig smykkeverktøy, deformeres det duktile aluminiumsmaterialet plastisk rundt de enkelte trådtrådene, flyter inn i dalene mellom dem og skaper en kaldformet mekanisk forrigling som fordeler strekkbelastningen jevnt over hver tråd i taustverrsnittet . En riktig strukket hylse på galvanisert eller rustfritt ståltau ved bruk av en oval aluminiumshylse oppnår en holdestyrke på 85 % til 90 % av ståltauets minste bruddstyrke når hylselengden, innvendig diameter før utspyling og kompresjonsspesifikasjonen etter utspyling er oppfylt. Aluminiumslegeringen som brukes - typisk 5052 eller 6061 i smidd form eller A380 i støpt form - er valgt for sin kombinasjon av duktilitet under kompresjon, korrosjonskompatibilitet med ståltaumaterialet og arbeidsherdende oppførsel som øker hylsens styrke etter slenging for å motstå bøylebelastningen som utsettes for å motstå bøylebelastningen.
Oval hylse og stopphylse: To forskjellige komponenter for forskjellige funksjoner
Begrepet ståltau aluminiumshylse omfatter to funksjonelt forskjellige maskinvaretyper som ofte forveksles. An oval erme, også kalt en flamsk øyehylse, har en langstrakt oval profil med to parallelle indre hull som aksepterer begge bena til en ståltauløkke . Den er smidd over bredden, og komprimerer begge boringene samtidig, og er den primære bærende avslutningen for å skape et permanent øye på enden av et ståltau. En stopphylse, derimot, er et kort sylindrisk aluminiumsrør med et enkelt gjennomgående hull, presset direkte på et enkelt ståltaubein for å lage en mekanisk stopp - for eksempel holderen som forhindrer en ståltau i å trekke gjennom en trinseblokk eller stopperen som fester halen til en ståltau etter at den har passert gjennom en oval hylse. Å forveksle de to og bruke en stopphylse der det kreves en oval hylse for bærende avslutning vil resultere i en kobling som svikter kl. mindre enn 40 % av tauets bruddstyrke fordi stopphylsen bare griper inn i ett ben og mangler den balanserte lastfordelingen til den ovale designen med to boringer.

Størrelsesprotokoll og konsekvensen av et misforhold
En aluminiumshylse er dimensjonert til en spesifikk ståltaudiameter med et ekstremt smalt toleransevindu. Innvendig diameter på hylseboringen før utspyling må være 0,2 til 0,5 millimeter større enn den nominelle taudiameteren for å la tauet passere uten å sette seg fast samtidig som det etterlates minimalt med tomrom som aluminiumet må fylle under kompresjonen. En hylse som er én størrelse for stor vil ikke komprimeres tilstrekkelig på taustrengene; aluminiumet vil nå sin kompresjonsgrense før det har strømmet helt inn i trådmellomrommene, og etterlater indre tomrom som fungerer som spenningskonsentrasjonspunkter og reduserer holdestyrken med opptil 30 %. En hylse som er en størrelse for liten kan ikke tres inn på tauet uten strengskade, og å tvinge den fører til at individuelle ytre ledninger forskyves og bøyes, og skaper et svekket tverrsnitt på det nøyaktige punktet der avslutningen påfører sin høyeste spenning. Hylsestørrelsestabeller publisert av produsenter matcher hver taudiameter til et spesifikt hylsedelsnummer, og dimensjoneringen er spesifikk for taukonstruksjonen - et 6x19 fiberkjernetau og et 7x19 uavhengig ståltaukjernetau med samme nominelle diameter kan kreve forskjellige hylsespesifikasjoner fordi den faktiske pakkingen har forskjellige ytre geometrier.
Inspeksjon før spolering og halelengderegelen
Før kompresjon må ståltauets hale som stikker ut fra hylsen være lang nok til å tillate visuell verifisering av at tauet ikke gled under smyging. Standardregelen er en minimum halelengde lik en ermelengde for ovale ermer og to taudiametere for stopphylser . Etter swaging, hvis halen har trukket seg inn i hylsen, gled tauet under kompresjonen og avslutningen må kuttes av og lages på nytt. Halen gir også materialet for et sekundært sikkerhetstiltak: ved kritiske løfteapplikasjoner serveres halen ofte med wire eller utstyrt med en ekstra stopphylse som en støtteholder.
Krav til bytteverktøy og håndverktøy vs. hydraulisk beslutning
Komprimeringen av en ståltau aluminiumshylse krever et smykkeverktøy som påfører kontrollert, parallellsidig kompresjon til en spesifisert etterspyddimensjon. En boltekutter i en jernvarehandel eller en hammer og stanse kan ikke produsere en sikker slenging. Det minste akseptable verktøyet for ovale ermer på ståltau opp til 5 millimeter i diameter er en manuelt smykkeverktøy med kjever av herdet stål maskinert til riktig etterkompresjonsprofil . Disse verktøyene er design med sammensatt innflytelse som multipliserer håndkraft til flere tonn med kompresjonstrykk ved kjeveflatene. For taudiametere over 5 millimeter kreves det en hydraulisk smykkepresse med utskiftbare dyser for å generere den konsekvente 8 til 15 tonns kraften som trengs for å komprimere aluminiumshylsen fullstendig inn i taustrukturen. Den kritiske kvalitetsindikatoren for ethvert smykkeverktøy er dets evne til å produsere en repeterbar etterspylingsdimensjon – typisk spesifisert som et målemål over den komprimerte hylsen på det bredeste punktet – og et verktøy hvis kjever er slitt, avfjæret eller ikke passer til hylsestørrelsen, vil produsere en underkomprimert hylse som virker under den visuelt akseptable hastigheten.
Go/No-Go-måleren og etterspyling
Etter kompresjon må den smidde hylsen kontrolleres med en go/no-go måler levert av hylseprodusenten eller spesifisert på produsentens datablad. Måleren bekrefter at komprimert bredde på hylsen faller innenfor det akseptable området - typisk pluss 0,2 millimeter og minus 0,1 millimeter fra den nominelle etterspylingsdimensjonen . En hylse som måler overdimensjon på måleren har vært underkomprimert og vil ikke utvikle full holdestyrke. En hylse som måler understørrelse har blitt overkomprimert, noe som kan knekke aluminiumet eller knuse de interne ståltautrådene, og skape et startpunkt for feil. Målekontrollen er ikke valgfri for løfting, rigging eller sikkerhetskritiske applikasjoner; det er den eneste objektive verifiseringen av at byttet ble utført riktig.
Double-Sleeve Standard for løfteapplikasjoner
Bransjestandarder for ståltaustropper og løfteanordninger, inkludert ASME B30.9 og EN 13411-3, krever at en flamsk øyeskjøt terminert med ovale aluminiumshylser brukes minimum en hylse for ståltaudiametre opptil 6 millimeter, to hylser for diametre fra 6 til 12 millimeter, og tre hylser for diametre over 12 millimeter . Ermene er jevnt fordelt langs halen, med den første ermen plassert så nært øyehalsen som praktisk mulig og påfølgende ermer med intervaller på omtrent en ermelengde. Kravet til flere hylser er ikke redundans for sin egen skyld; den tar for seg det faktum at en enkelt hylse konsentrerer hele strekkbelastningen på ett punkt, og hvis den er kompromittert – av en produksjonsfeil, korrosjon eller en off-spec swage – mislykkes hele termineringen uten forvarsel. Flere hylser fordeler belastningen og gir en progressiv sviktindikasjon: hvis den første hylsen begynner å skli, overføres lasten til den andre hylsen, og halefremspringet fra den første hylsen vil synlig endres, og varsle en inspektør om den utviklende feilen under en rutineundersøkelse.
Korrosjonshensyn og galvanisk kompatibilitet med aluminium-stål
En aluminiumshylse i kontakt med ståltau skaper et galvanisk par i nærvær av en elektrolytt, for eksempel regnvann, saltspray eller industriell atmosfærisk fuktighet. Aluminium er anodisk til stål på den galvaniske serien, altså aluminiumshylse vil fortrinnsvis korrodere for å beskytte ståltauet . I tørre innendørsapplikasjoner er denne galvaniske effekten ubetydelig, og hylsen vil vare lenger enn tauet. I marine miljøer, utendørs installasjoner ved kysten eller kjemiske prosessanlegg akselererer den galvaniske korrosjonshastigheten dramatisk. Begrensningen for disse miljøene inkluderer å velge anodiserte aluminiumshylser med et minimum 15 mikron eloksert lag som elektrisk isolerer aluminiumet fra stålet , påføre en sinkrik primer på den smiddede enheten før den tas i bruk, og redusere inspeksjonsintervallet for å oppdage tynning av hylseveggen før det kompromitterer termineringens styrke. Rustfrie stålhylser – tilgjengelig i 304 eller 316 klasse – eliminerer galvanisk korrosjonsproblemet helt når de brukes sammen med ståltau i rustfritt stål, på bekostning av å kreve høyere presskrefter på grunn av rustfritt ståls større flytestyrke sammenlignet med aluminium.
Vanlige feilmoduser og feltidentifikasjon
Ståltau-aluminiumshylseavslutninger mislykkes gjennom et begrenset antall forutsigbare mekanismer, hver med synlige indikatorer. Den vanligste feilen er tauuttrekk, der ståltauet sklir gjennom den komprimerte hylsen under belastning, og etterlater hylsen på plass på en nå løs hale . Dette indikerer underkomprimering, en feildimensjonert hylse eller en forurenset tauoverflate som hindret aluminiumet i å gripe tak i ledningene. Den andre modusen er hylsebrudd, hvor aluminiumet sprekker i lengderetningen langs kompresjonsaksen, vanligvis fra overkompresjon som overskred aluminiumets duktilitetsgrense. Den tredje er utmattingssvikt i ståltauet ved hylsens utgangspunkt, forårsaket av en skarp overgang mellom den stive hylseseksjonen og det fleksible frie tauet, og skaper en bøyespenningskonsentrasjon. Denne feilmodusen reduseres ved å bruke et fingerbøl i øyet, som gir en kontrollert bøyeradius og reduserer den sykliske bøyespenningen ved grensesnittet mellom hylse og tau. Den fjerde modusen er korrosjonsindusert hylseveggfortynning, hvor aluminiumshylsen mister tverrsnittsareal inntil den gjenværende veggen ikke lenger kan inneholde tauets radielle ekspansjon under belastning, noe som fører til hylsesplitting. Hver av disse feilmodusene etterlater diagnostiske bevis som en kompetent inspeksjon kan identifisere før en katastrofal feil oppstår.
| Feilmodus | Visuell indikator | Rotårsak | Forebygging |
|---|---|---|---|
| Tauuttrekk | Redusert halefremspring, taubevegelse | Underkompresjon, feil ermestørrelse | Riktig dimensjonering, go/no-go målersjekk |
| Ermebrudd | Langsgående sprekk langs ermet | Overkomprimering | Kalibrert verktøy, etterspylingsmåler |
| Tretthet ved ermeutgang | Brudde trådtråder ved ermekant | Skarp bøyningsovergang, ingen fingerbøl | Bruk fingerbøl, inspiser utgangspunktet |
| Korrosjonsveggfortynning | Pitting, hvit oksid, redusert hylsediameter | Galvanisk korrosjon i vått miljø | Anodiserte hylser, sinkprimer, inspeksjon |
Rustfritt ståltau og spesialvesken for aluminiumshylser
Når aluminiumshylser brukes på ståltau i rustfritt stål, introduserer kombinasjonen spesifikke hensyn utover de for galvanisert tau. Rustfritt ståltau har en jevnere overflatefinish og lavere friksjonskoeffisient enn galvanisert tau , som betyr at aluminiumshylsen må oppnå en dypere mekanisk sammenlåsing i trådgeometrien for å kompensere for den reduserte friksjonskomponenten til holdekraften. Dette oppnås ved å spesifisere en litt mindre etterspylingsdimensjon for rustfritt tau enn det galvaniserte tauet med samme diameter, noe som effektivt øker kompresjonsprosenten for å drive aluminiumet dypere inn i stranddalene. I tillegg er det galvaniske potensialet mellom aluminium og rustfritt stål ca. 0,5 volt i sjøvann, sammenlignet med 0,3 volt mellom aluminium og karbonstål , noe som betyr at aluminiumshylsen på rustfritt tau i et marint miljø vil korrodere målbart raskere enn den samme hylsen på galvanisert tau. Den anodiserte hylsen med sinkprimerstrategi blir obligatorisk, ikke valgfri, for kombinasjoner av rustfritt aluminium i utendørs eller marine bruk.
Alternative hylsematerialer og kobber- og sinkalternativene
Aluminium er ikke det eneste hylsematerialet som er tilgjengelig for avslutning av ståltau, og enkelte bruksområder drar nytte av alternative materialer. Kobberhylser, spesifisert som C12200 fosfor-deoksidert kobber, er standarden for ståltau som brukes i gruvedrift og eksplosive atmosfærer fordi kobber ikke produserer gnister ved støt eller slitasje . Kobberhylser krever omtrent 15 % mer kompresjonskraft enn aluminiumshylser av samme størrelse på grunn av kobbers høyere flytegrense, og de gir en terminering med holdestyrke som kan sammenlignes med aluminium når de er smidd riktig. Sinkhylser, produsert av sinklegering med høy renhet, er spesifisert for nedsenkbare og undervannsapplikasjoner der sinken fungerer som både en mekanisk avslutning og en offeranode som beskytter ståltauet mot korrosjon. Sinkhylsen forbrukes med hensikt over tid, og veggtykkelsen er spesifisert med et korrosjonstillegg som sikrer at den mekaniske termineringen forblir funksjonell i installasjonens levetid. Rustfrie stålhylser, som nevnt, er valget for rustfrie taumontasjer i korrosive miljøer og for matgodkjent, farmasøytisk og renromsrigging der aluminiumoksidstøv fra hylsekorrosjon er uakseptabelt.
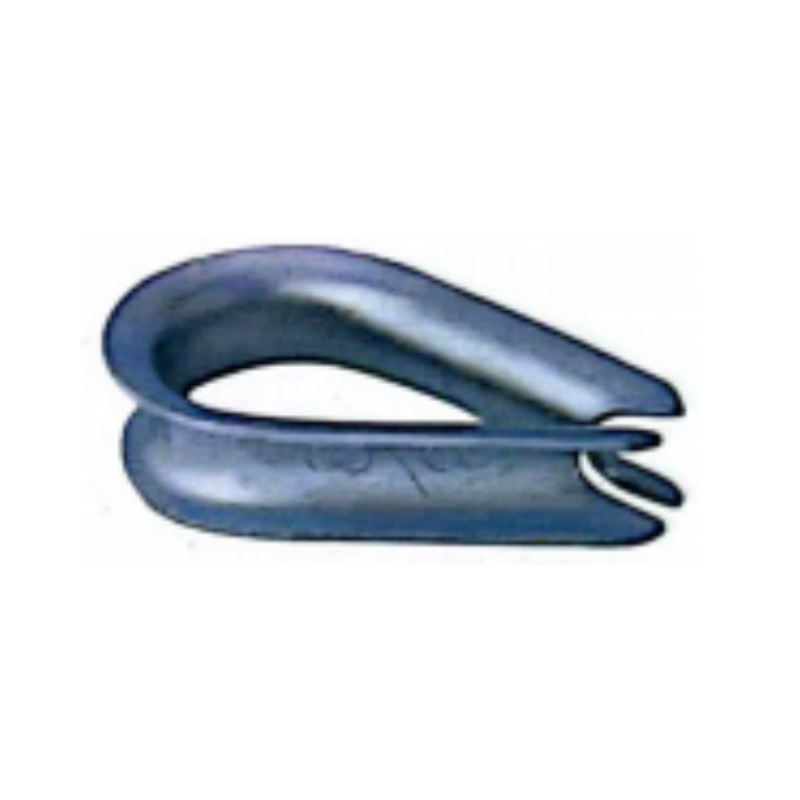
Fingerbøllets rolle i å beskytte både erme og tau
Et fingerbøl er en rillet metall- eller plastinnsats plassert inne i øyet på en ståltauavslutning før hylsen er smidd. Dens funksjon er å opprettholde en kontrollert bøyeradius ved den indre kurven av øyet og for å forhindre at ståltauet blir knust flatt av bæreflaten til det øyet er festet til . For aluminiumshylseavslutninger har fingerbøllen en ekstra kritisk funksjon: den forhindrer at taustrengene ved øyehalsen knekker seg under belastning, noe som vil skape en spenningskonsentrasjon rett ved siden av hylsen og føre til for tidlig tretthetssvikt. Standard fingerbøl for en gitt taudiameter gir en minimum bøyeradius på 2,5 til 3 ganger taudiameteren ved øyehalsen. Uten fingerbøl – en konfigurasjon som kalles et mykt øye – bøyer tauet seg rundt en mye strammere radius som pålegges av festepinnen eller sjakkelen, og ledningene på innsiden av bøyningen komprimeres utover deres elastiske grense ved den første belastningssyklusen, og skader tauet permanent på det mest belastede punktet. Et mykt øye med aluminiumshylseavslutning er bare akseptabelt for ikke-kritiske statiske applikasjoner der tauet aldri vil nærme seg arbeidsbelastningsgrensen og hvor tretthet ikke er en servicehensyn.
Relaterte produkter
-
 Se mer
Se mer
-
 Se mer
Se mer
8×7 ståltau ISO 2408 klasse – Kompakt 8-strengs tau med høy strekkfasthet for løfting og rigging
-
 Se mer
Se mer
Galvanisert standard ståltau fingerbøl for kabelbeskyttelse og øyeavslutninger
-
 Se mer
Se mer
Rund kobberknappstopper i amerikansk stil for avslutning og krymping av ståltau
-
 Se mer
Se mer
Amerikanske timeglass kobberhylser for skjøting og krymping av ståltau
-
 Se mer
Se mer
Tyske ovale kobberhylser for krymping og terminering av ståltau
Kontakt oss
-

-
 +86-13395162883 / +86-0510-86361180
+86-13395162883 / +86-0510-86361180 -
 No. 25 Xizhang Road, Changshou Village, Zhouzhuang Town, Jiangyin City, Wuxi City, Jiangsu-provinsen, Kina
No. 25 Xizhang Road, Changshou Village, Zhouzhuang Town, Jiangyin City, Wuxi City, Jiangsu-provinsen, Kina


Send oss en melding nå!
